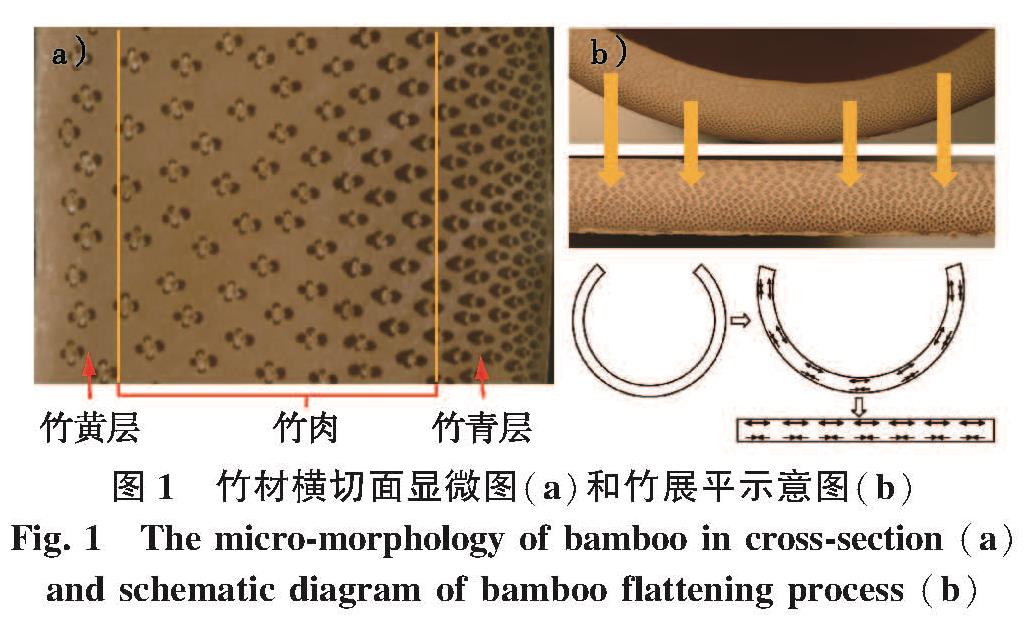
竹材的展平主要是依靠压力作用将竹筒展成平直状竹片,软化后竹材的展平效果受竹材弧度和外径的影响较大[50-51]。传统的展平技术是将软化后的半圆形竹筒通过链条输送的方式放在平板式热压机,在上下压板的温度和压力作用下一次加压展平。为了提高生产效率,可以设计多层平板式热压机代替单层压机。这种方法设备和工艺简单,但竹材在展平过程中应力大,容易产生贯穿且连续的裂缝。黄河浪等[52]提出一种原竹弧状竹片的展平方法,将多块带有竹青和竹黄并具有等宽度平行边的弧形竹片平行排列于带有可调侧压机构的热压机中,侧压机构方向与竹片纤维方向平行,之后通过逐渐增加热压压力实现竹片展平。这样得到的展平竹片表面裂缝较少或没有裂缝,但难以实现连续化生产,只适合小规模、低成本生产。李延军等[15]设计出一种竹材展平的设备和工艺,将去青去黄并且开槽和软化后的竹筒置于如图4a所示的展平设备中。该展平设备由一对轴向相互平行的辊组成,其中一个辊表面光滑,另一个辊表面设置有分散且呈锥形、长方体形或短“V”形凸起的钉辊。在竹材受到上下辊压力展平的同时,竹材表面在钉辊的作用下形成导裂眼,释放竹黄面展平时产生的应力,从而使得竹材表面不开裂。该方法成功的关键在于开槽后的竹筒需要在160~180 ℃的饱和蒸汽环境中软化4~20 min,并趁热进入展平设备。饱和蒸汽软化可以使得竹材中半纤维素部分迅速降解,纤维素和木质素达到玻璃态转化温度,实现竹筒的高效软化; 同时,在饱和蒸汽热处理过程中,槽口会变宽,便于进入展平设备。根据不同的竹筒壁厚,需要调整软化温度和软化时间。图4b为通过该设备和方法展平后得到的竹板材,竹黄面有明显的钉眼。在实际使用前需要根据产品要求进行一定厚度的刨削,达到表面光洁的目的,但该过程降低了原材料利用率。另外,由于受限于竹材有大小头、尖削度、弯曲度等因素,竹筒长度在80 cm左右为宜,展平后竹板材幅面有限。这类产品目前主要用作竹砧板的制作。
图4 横向展平机(a)和展平后得到的竹板材(b)
Fig.4 Transverse flattening machine in sideand(a) and corresponding obtained flattened board(b)
针对大弧度竹材一次展平过程中应力大、裂缝深、质量较差等问题,开始尝试使用逐级加压展平代替一次展平方法:在连续加压的展平机内,竹筒沿圆弧切线方向进给的同时进行加压展平。这种方法能够满足连续生产的要求,提高生产效率。根据所使用的渐变压辊组的不同,分为有刻痕竹展平和无刻痕竹展平两种技术。
3.1 有刻痕竹展平技术
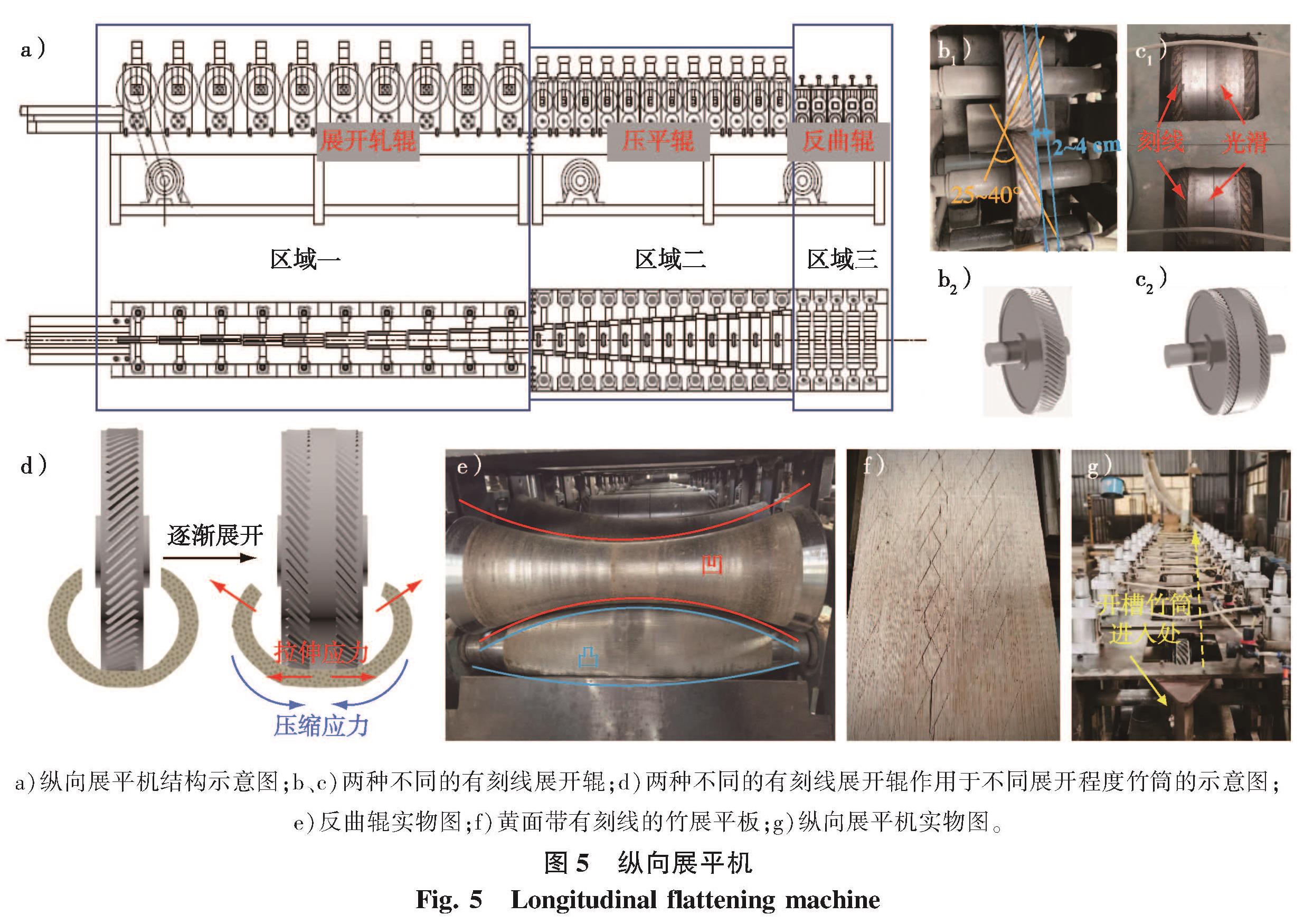
林海[53]设计了一种竹材纵向展平方法及相应设备,如图5所示。如图5a,该设备根据其不同部位上下辊轮的形态不同主要分为展开轧辊区域(区域1)、压平区域(区域2)以及反曲辊区域(区域3)等3个区域。首先是展开轧辊区域,该区域中装备有刻线展开辊,其圆周表面斜向设置一组相互平行的刻线刀(图5b),刻线刀与辊的轴向方向呈25°~40°,相邻刻线展开辊上的刻线刀方向呈交叉设置。另外,纵向设置的相邻两个刻线展开辊之间的轴向厚度差为2~4 cm。去内节、去青、开槽、180 ℃饱和蒸汽软化后的竹筒沿着导向辊经过展开轧辊区域。随着竹筒展开弧度逐渐加大,该区域的有刻线展开辊圆周两侧表面仍然设置相互平行的刻线刀,但中部表面为光滑的结构(图5c)。图5d为辊与竹筒之间的相互作用示意图,随着辊的轴向宽度的增加,竹筒逐渐展开,接着竹筒进入压平区域,该区域由各压平托辊圆周面的上表面和压辊圆周面的下表面构成。竹板材经过压平托辊和对应压辊的相互挤压,从而被压紧压实,不仅能保证最终处理后的竹板材平整结实,而且大大提高了工作效率。最后,展平后的竹板材进入反曲辊区域,其装备的辊与前两个区域完全不同(图5e),表面光滑,主要是使得展平后的竹板向竹青方向稍微弯曲,强制其进一步展平定型。制备得到的竹展平板如图5f所示,其竹黄面形成菱形线槽,线槽的宽度一般为1.5~2 mm,深度为2~4 mm,相邻线槽间距为5~8 mm。这些线槽的存在,有利于分散竹筒竹黄面在展平过程中产生的内应力。以该方法制备得到的展平板幅面较大,选取的竹筒长度可达到2~3 m,产品可适用于竹地板、竹结构材等。该方法同样存在竹黄面有明显的刻痕,在实际使用前,需要根据产品要求进行一定厚度的刨削,竹材利用率降低等问题。同时,竹黄面的刻痕也在一定程度上影响了竹展平板的力学性能。
图5 纵向展平机
Fig.5 Longitudinal flattening machine
3.2 无刻痕竹展平技术
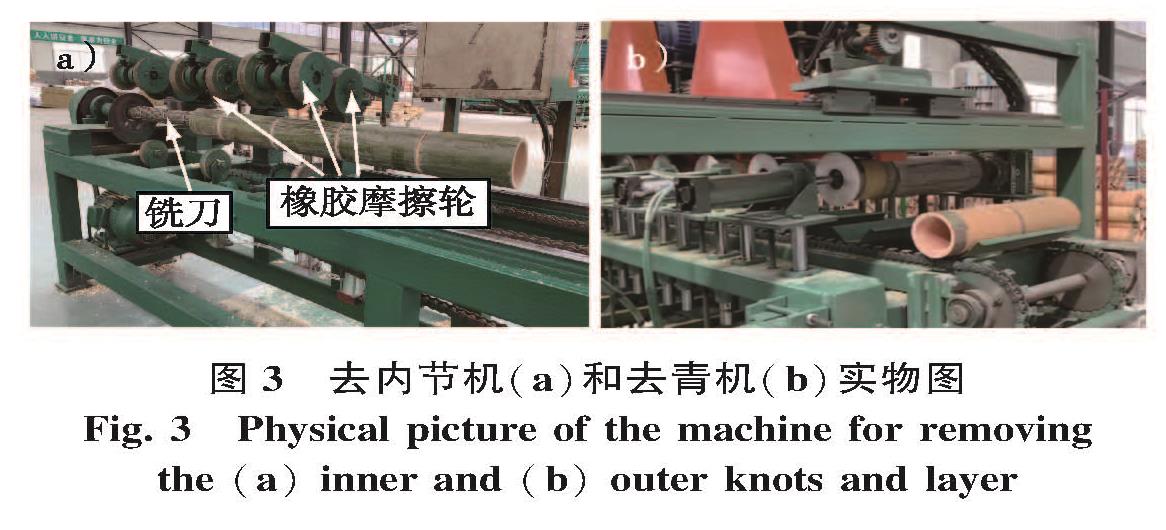
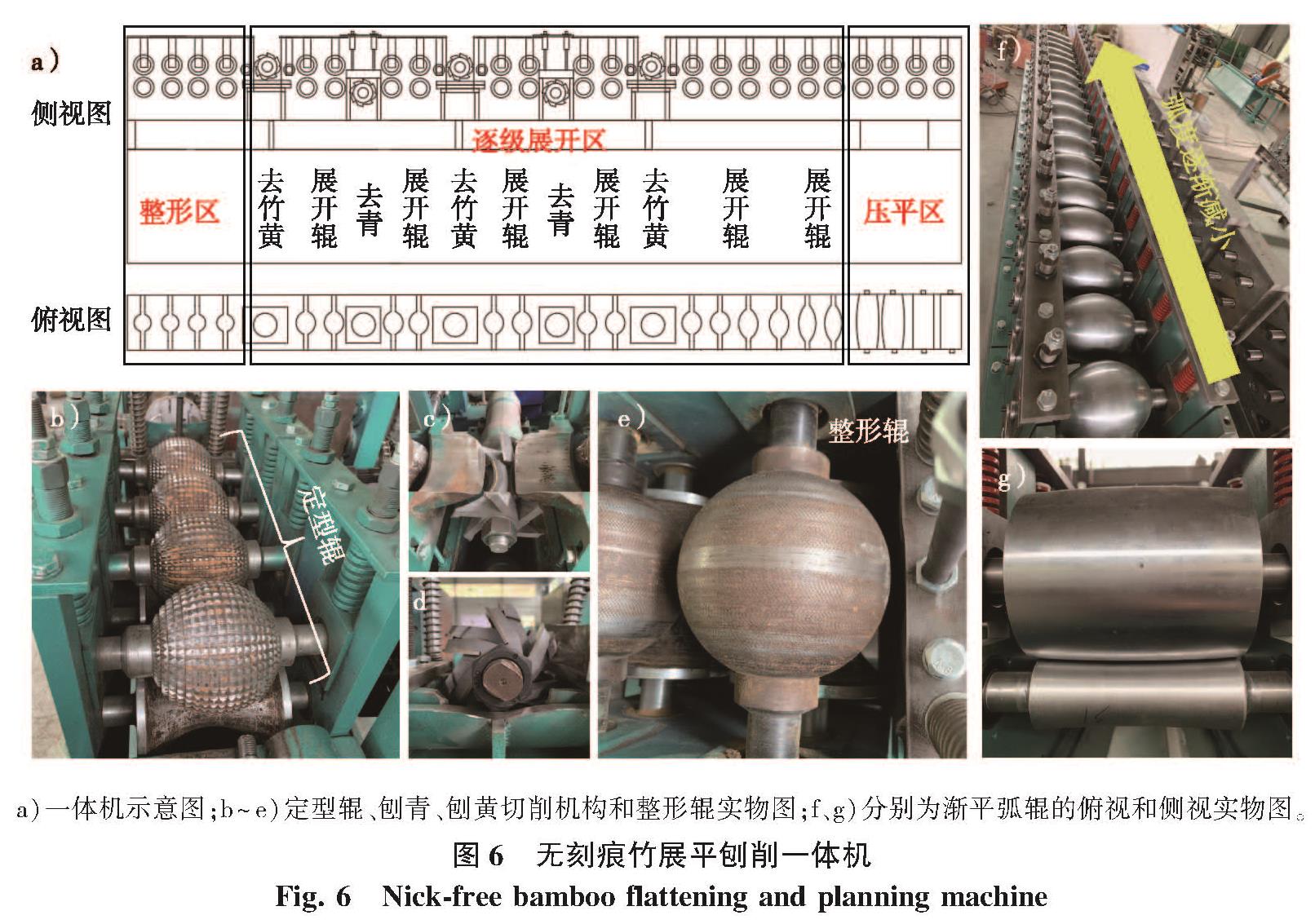
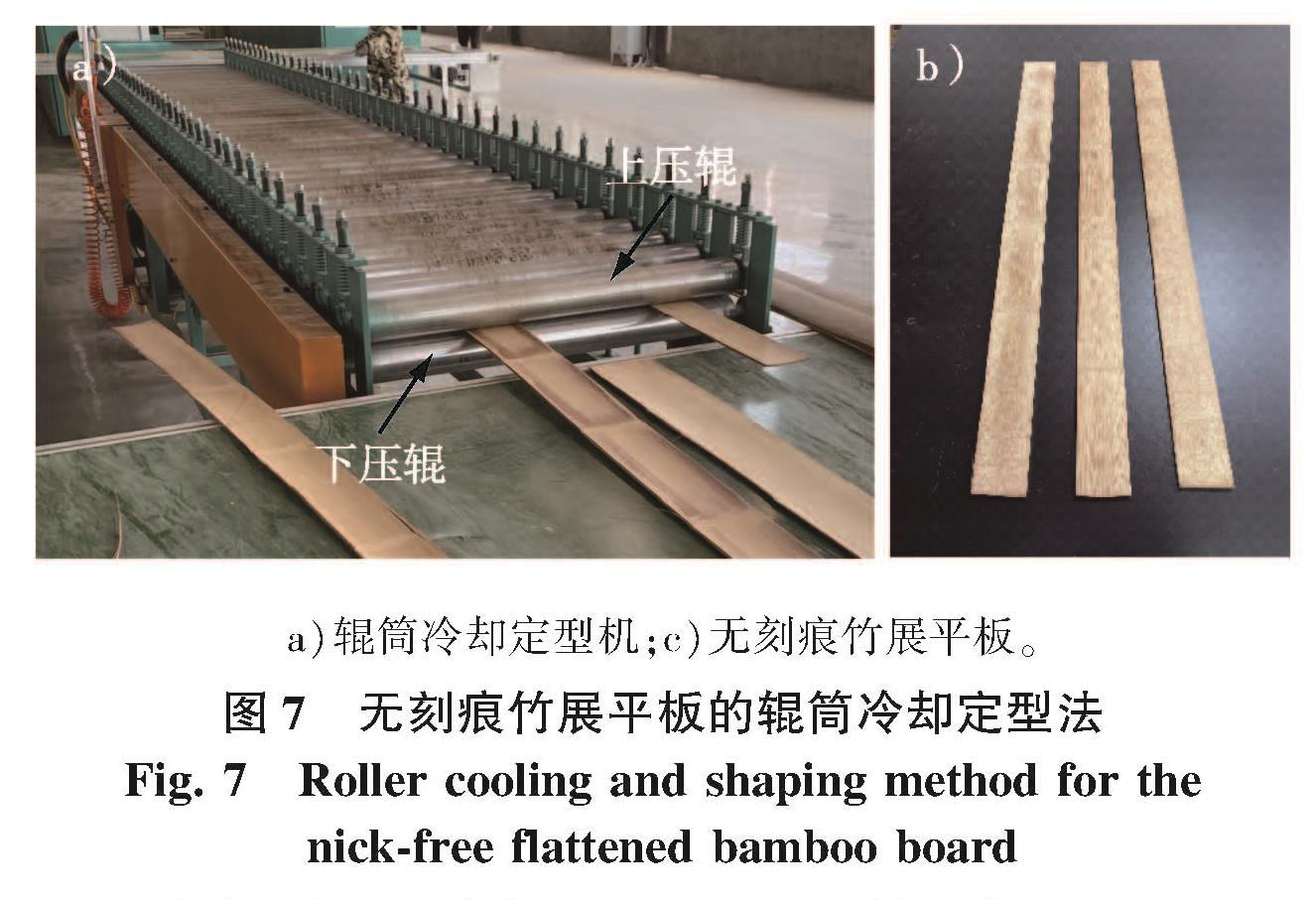
基于已有的竹材展平工艺需要在竹黄面扎眼或刻痕,影响了竹材资源的利用率和材料的强度,此方式适合用于宽幅竹展平板制品加工。经过不断地探索和改进,李延军等[54]提出弧形竹片高温高湿软化无刻痕展平竹装饰板生产新技术,为竹材高效利用提供了一个新思路。不同于竹筒需要进行去节去青预处理,弧形竹片展平板生产过程只包括弧形竹片制备、竹片高温高湿软化处理和竹片刨削展平一体化处理,其中竹片去青去黄和去内节处理均在无刻痕刨削展开一体机上进行(图6),与竹片展开处理同时进行。展平前,竹材首先根据尖削度、弯曲度和应用需求等进行截断,之后在竹段上延纤维方向呈直线至少开2个以上贯通槽,实现开片。开片数量由竹段小头周长和所需展平板宽度共同决定。开片后得到的弧形竹片同样需要经过饱和蒸汽进行软化,软化温度和时间主要由选取竹段的离地高度和厚度共同决定。软化后的弧形竹片需要立即进入刨削展平一体机中进行处理,间隔时间太久,弧形竹片温度下降太大,会导致竹片硬度提高而塑性降低,进行展平时就容易发生开裂。如图6a所示为无刻痕展平一体机示意图,其分整形区、逐级展开区以及压平区三部分。由于竹材壁薄中空,横断面呈不规则圆形,使得弧形竹片弧度不规整,因此,需要首先在整形区将软化后的弧形竹片碾压整形,对竹材的弧度进行微调,将不同弧度的竹材均通过碾压整形至预设的弧度,使原本形状不同的竹材修整成统一的形状。如图6b为整形区一开始的4个定型辊实物图,从图中可以看出,这4个辊成球形,辊表面均匀设置有分散且呈长方体形小凸起,用来释放整形时竹黄面产生的应力。紧接着,采用多组刨青切削机构(图6c)和刨黄切削机构(图6d)去青去黄,除去展平时易开裂的竹黄部位和密度最大的竹青部位利于展平,同时去除竹片传统的去青去黄工序,提高了生产效率,便于连续化生产。刨黄和刨青切削机构交替出现,两者之间设有多组弧面整形辊,与之前的4个辊不同的是,辊表面虽然同样均匀分布有凸起,但凸起的高度很小,主要是起到进一步整形的作用,避免辊上的钉眼伤害到起力学作用的竹肉(图6e)。这些凸起一方面可以在经过高温高湿软化处理的光滑竹黄面上施加微小的破坏,利于后续的铣削处理,同时多组整形辊在碾压输送过程中也将部分竹内节和竹隔进行压溃破坏,去除大部分竹隔,利于后续铣削加工。接着,竹片被输送至逐级展开区,该区域由多组渐平弧辊组成(图6f)。如图6g所示为其中一组上压辊和下压辊,上压辊和下压辊形成与竹材相适应的弧形展开间隙,该间隙的弧度逐级减小。最后,竹材进入压平区,该区域包括至少1组压平辊,压平辊的上下压辊之间形成的间隙为平面,主要用于压平竹材。弧形竹片在展开机构中进行逐级展开,直至完全压平。在使用该技术时,不需要在竹材上刻槽,无需导裂线就能展开竹片,所需的工序较少,成本较低,展平后的板材长度可达到3.0 m以上,可应用于竹家具、竹地板、刨切单板、梁柱等的加工制造。该弧形竹片无裂纹展平生产技术展开时不容易开裂,成品率高,可将传统竹集成材的竹材资源利用率由30%提高到55%,降低胶黏剂用量30%,生产效率和产品附加值提高20%以上,对竹材新产品开发具有现实意义[54]。目前,该技术已在国内竹产区推广,10余条生产线分布在浙江、江西、福建、湖南等省。
图6 无刻痕竹展平刨削一体机
Fig.6 Nick-free bamboo flattening and planning machine